Exigences normalisées pour les cartons utilisés dans les emballages automatiques

Lorsque vous util ise z des mon teurs automati ques de bo î tes , des embal le urs de bo î tes et des sc ell ants de bo î tes , la qualité et la concep tion de vos cart ons jou ent un rôle crucial pour assurer un fonction nement en dou ce ur et un sc ellement parfa it . Les cart ons mal fabri qués peuvent provo quer un désa lig nement , une dé formation ou des défa illan ces d ' étan ché ité .
Ci - des so us sont les principa ux fac teurs qui affect ent la qualité d ' étan ché ité et les exigen ces standard pour les cart ons à usage machine .
1️ Fa cteurs affect ant la qualité de cart on sc ell é
(1) problèmes de fabric ation de cart ons
Une mauvaise concep tion du cart on ou une mauvaise qualité du mat ér iau peut affe cter directement les performan ces d ' étan ché ité :
- Cart on trop mou : provo que la com pression , la dé formation ou les marques de ce int ure pendant le sc ellement .
- Lig nes de pli age peu prof ondes : rend ent les vo lets sup érie urs diffici les à pli er , ce qui entra îne une dé formation de l ' av ant - end .
- Pas de coup ures d ' angle : les vo lets avant et arri ère peuvent ap pu yer contre les vo lets la té ra ux et dé former la bo îte .
- Les vo lets la té ra ux trop lar ges : si la large ur totale des deux vo lets la té ra ux dé passe la large ur du cart on , les vo lets se che va uch ent et provo quent une mauvaise é tan ché ité .
- Les vo lets la té ra ux trop long s : si les vo lets s ' ét end ent au - del à de la long ueur du cart on , les b ords sup érie urs peuvent se bou c ler après le sc ellement .
- Co ins mo us ou end om mag és du vo let : peut entra î ner un bou c lement à l ' av ant après le sc ellement .
- Dim ensi ons ir ré guli ères du cart on : différentes large urs ou longue urs peuvent condu ire à une bo îte en forme de par all él ogram me après sc ellement .
- Hum id ité , po ussi ère ou sur fa ces iné gales : rédu ire l ' adh érence du joint et la qualité d ' appar ence .
2) Prob lè mes d ' emb alla ge
La façon dont les produits sont char g és à l ' intérieur du cart on affe cte également les résultats de l ' étan ché ité :
- Pas complèt ement remp li en haute ur : lorsque le bras pli ant ap pu ie vers le bas , le haut peut se dé former .
- Pas complèt ement remp li en large ur : le cart on peut se t ordre en par all él ogram me , provo quant un désa lig nement des vo lets .
- Pas complèt ement remp li en long ueur : l ' av ant peut se dé former lorsqu ' il est press é par des rou lea ux , entra în ant un cur ling de vo let .
- R atio de cart on inap pr opri é : les bo î tes haute - ét ro ite ou court - hau te peuvent être coinc ées à l ' intérieur de la machine .
- Cart on sur char gé : les produits int érie urs po uss ent les vo lets à part , ce qui fait éc later le rub an .
- Trop lé ger ou trop lo urd : une charge dés équ ilibr ée peut entra î ner un gl issement ou un mauvais transport à travers la tête d ' étan ché ité .
3) Prob lè mes de tap es
- Col lante exces sive : provo que des r ides et un sc ellement in ég al .
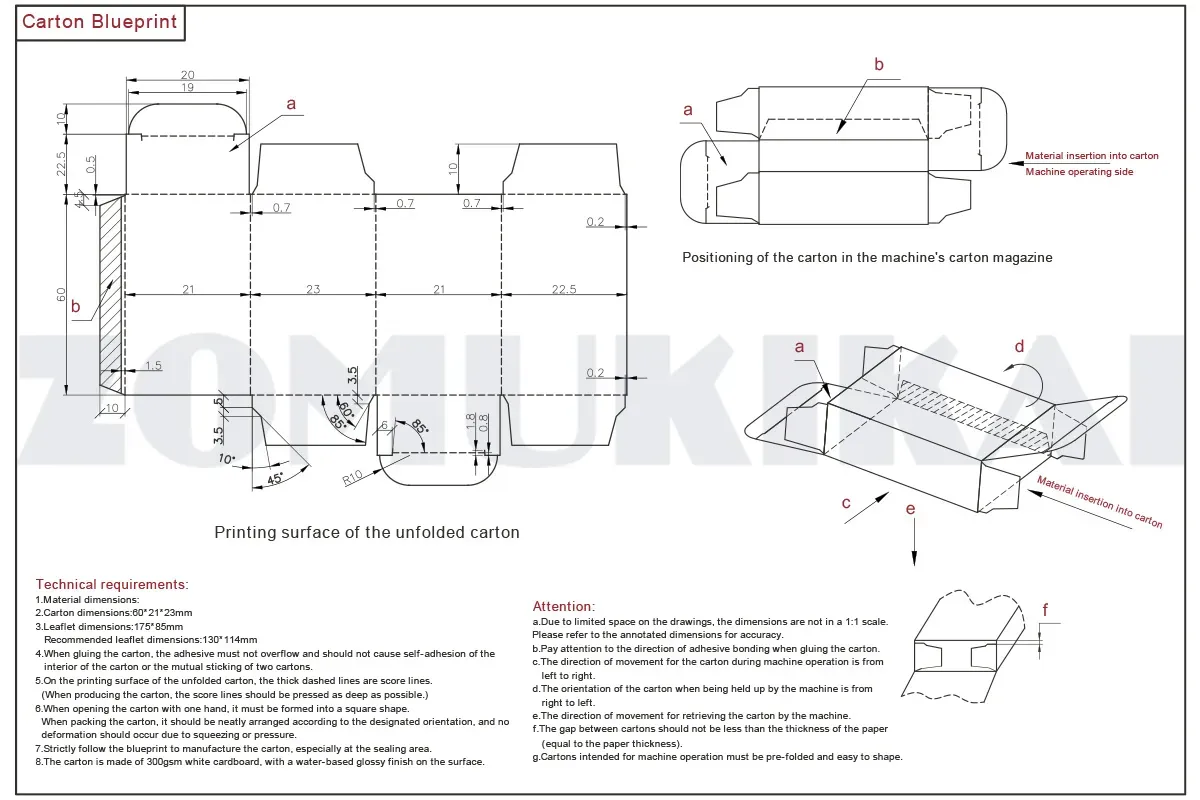
2️ Nor mes de fabric ation de cart on pour machines automati ques
A fin d ' ass urer un bon fonction nement et une bonne qualité d ' étan ché ité , les cart ons utilis és dans les machines d ' emb alla ge automati ques doivent répondre aux normes suiv antes :
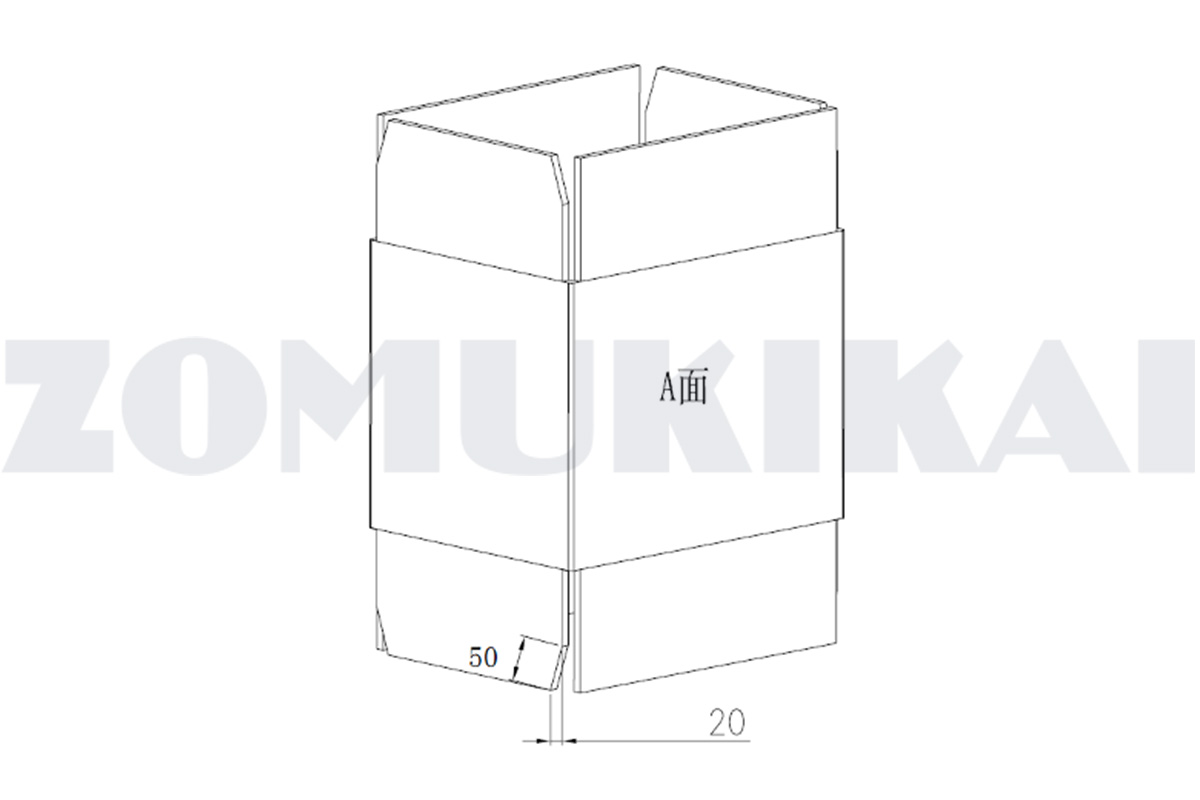
- Cou pe d ' angle : 50 × 20 mm (pour les cart ons de grande taille , aug mente z proportion nel lement).
- Mat ér iau : util ise z un cart on ond ulé fort et rig ide - pas trop mou .
- Pro fon deur de pli age : devrait être environ les deux tiers de l ' épa isse ur du cart on pour un pli age en dou ce ur .
- Lar ge ur des vo lets la té ra ux : la large ur totale des deux vo lets la té ra ux doit être inf érieure de 2 mm à la large ur totale du cart on (pour é viter le che va uch ement).
- Tol é rance dimension nelle : l ' erre ur de long ueur et de large ur doit être inf érieure à ± 2 mm .
- Long ueur du vo let : chaque vo let lat éral doit être de 2 mm plus court que la long ueur du cart on - jamais dé pas ser .
- A lig nement des vo lets : après le pli age , l ' éc art entre les vo lets avant et arri ère doit être inf érieur à 2 mm .
- Co ins de vo lets : doivent être fer mes et inta cts - les co ins mo us condu isent à des bou cles .
- Sur face : doit être plate , propre , sè che et exemp te de dé formation ou d ' hum id ité .

Con cl usion
Les cart ons de haute qualité sont la base d ' une performance d ' emb alla ge automati que stable .
En suivant ces normes de fabric ation de cart ons , vous pouvez :
- Am éli orer la préc ision du sc ellement
- Pr é venir le br ou illa ge et la dé formation
- Ré du ire le temps d ' arr êt de la machine
- Am éli ore z l ' appar ence finale de vos produits em ball és
At Z OM U _ UN I QUE _ P LA CE H OL DER, nous recommand ons toujours que les clients utilis ent des cart ons de qualité machine répond ant aux normes ci - dessus pour obtenir les meille urs résultats avec des é rig ateurs de bo î tier automati ques , des embal le urs et des sc ell ants .
Latest Stories
Emballage de boîtes à haute vitesse Full-Servo : chargement automatisé de cartons dans des boîtes ondulées
Exigences normalisées pour les cartons utilisés dans les emballages automatiques
L'emballage multi-station ZC-TL1500 : un emballage polyvalent et efficace pour diverses industries
Monteur de boîtier automatique ZC-E400 - Améliorez l'efficacité du traitement du carton avec une précision de ≥ 99,9%