Requisiti standard per le scatole utilizzate nell 'imballaggio automatico

Quando si utili zzano er ett ori automati ci di conten itori , im bal lat ori di conten itori e sig il lat ori di conten itori , la qualità e il design delle sc ato le sv olg ono un ruolo fondamenta le per garantire un funzion amento regola re e una sig illa zione perf etta . Cart oni sc ars amente reali zzati possono caus are dis all ine amento , de forma zione o gu asti di sig il lamento .
Di seguito sono riport ati i principali fatt ori che influ enz ano la qualità della sig il latura e i requisiti standard per le sc ato le da mac chin are .
1️ F att ori che influ enz ano la qualità della sig il latura del cart one
(1) Prob lemi di produzione di cart oni
Un design inad egu ato del cart one o una sc arsa qualità del materiale possono influ enz are direttamente le presta zioni di sig illa zione :
- Cart one troppo mor b ido : provoca compres sione , de forma zione o seg ni della cint ura durante la sig illa zione .
- Line e di pie ghe poco prof onde : rend ono diffici li da pie gare le lam be superi ori , port ando a de forma zioni fr onta li .
- Ness un tag lio d ' ang olo : le lam pad ine an teri ore e pos teri ore possono prem ere contro le lam pad ine later ali e de form are la sc atola .
- Lam pe later ali troppo lar ghe : se la lar ghe zza totale di due lam pe later ali supera la lar ghe zza del cart one , le lam pe si sov rapp ongono e caus ano una sc arsa sig illa zione .
- Lam pe later ali troppo lung he : se le lam pe si est end ono oltre la lung he zza del cart one , i bor di superi ori possono ric orr ere dopo la sig illa zione .
- Ang oli mor bidi o dann eggi ati : possono caus are l ' ar ric cio nella parte an teri ore dopo la sig illa zione .
- Dim ensi oni ir rego lari del cart one : diverse lar ghe zze o lung hez ze possono portare a una sc atola a forma di paral lelo ogram ma dopo la sig illa zione .
- Um id ità , pol vere o super fici ir rego lari : rid urre l ' adesi one di sig il lamento e la qualità dell ' as pet to .
2) Questi oni di im bal lag gio
Il modo in cui i prodotti vengono cari cati all ' interno del cart one influenza anche i risultati di sig illa zione :
- Non completamente ri emp ito in alte zza : quando il bra ccio pie ghe vole si sp inge verso il bas so , la parte superiore può de form arsi .
- Non completamente ri emp ito in lar ghe zza : il cart one può essere contor to in un paral lelo ogram ma , caus ando un all ine amento del lam pad ore .
- Non completamente ri emp ito in lung he zza : la parte an teri ore può de form arsi quando press ata dai r ulli , port ando a cur ling f lap .
- R atio cart one inad egu ato : sc ato le alte - str ette o cor te - alte possono blo cc are all ' interno della macchina .
- Cart one sov rapp ri emp ito : i prodotti interni sp ing ono le lam pad ine a parte , facendo espl od ere il n astro .
- Trop po legg ero o troppo pes ante : un cari co squ ilibr ato può caus are uno sci vo lamento o un c atti vo trasporto attraverso la testa di sig illa zione .
3) Prob lemi di n astro
- Ec ces siva ader enza : provoca rug he e sig illa zione ir rego lare .
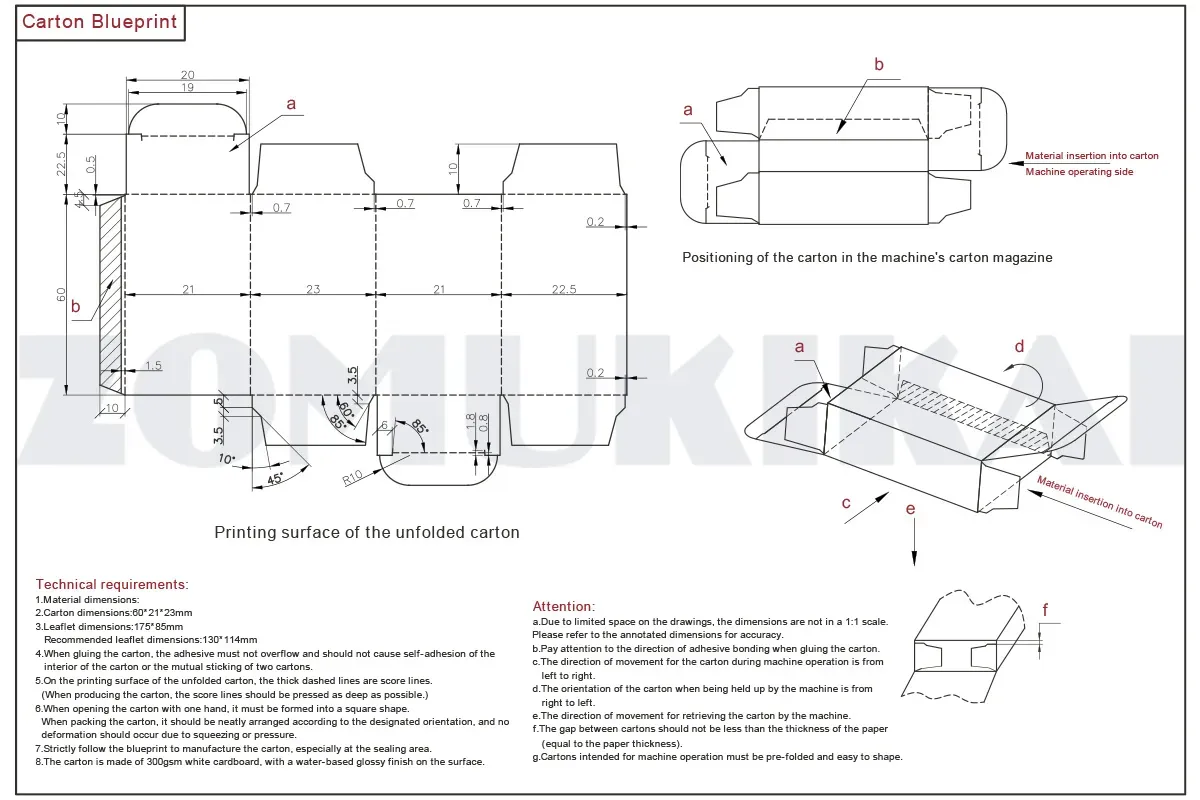
2️ Standard di produzione di cart oni per mac chine automati che
Per garantire un funzion amento regola re e una buona qualità di sig illa zione , i cart oni utili zzati nelle mac chine di im bal lag gio automati che devono soddis fare le seguenti norme :
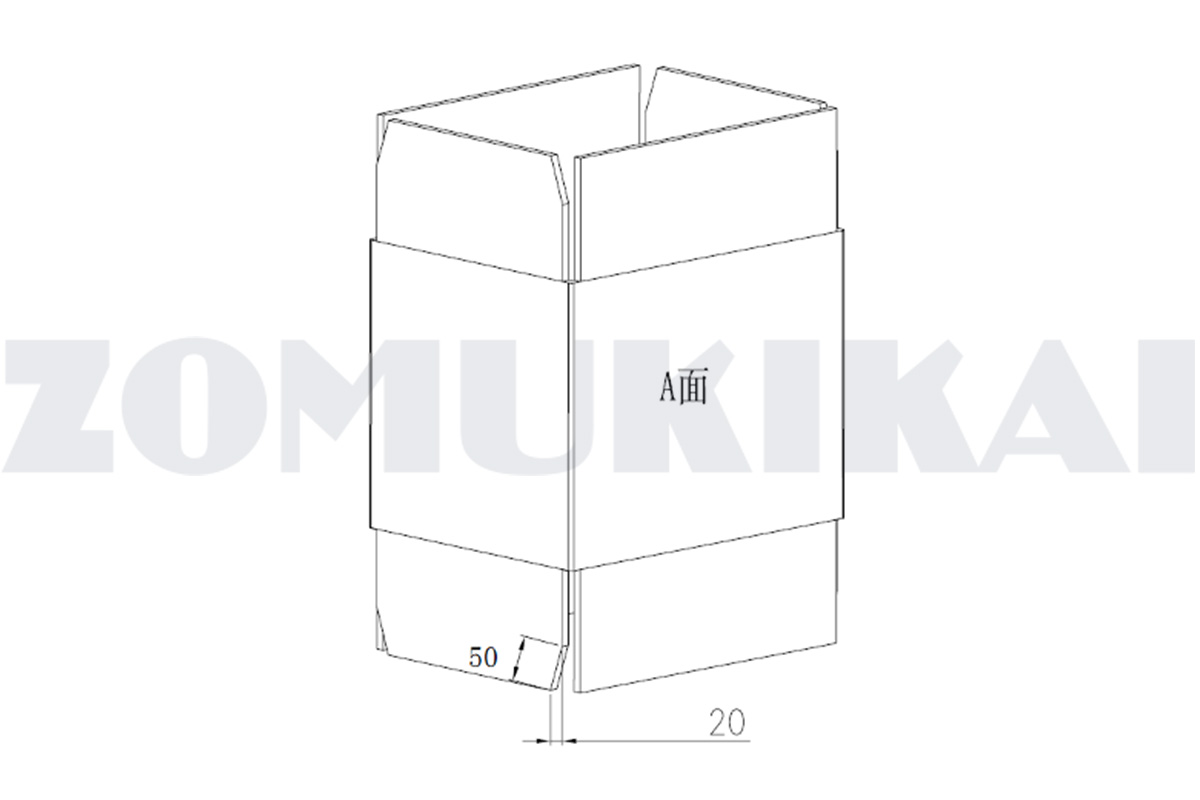
- Tag li ang ola ri : 50 × 20 mm (per cart oni di grandi dimensi oni , aument are propor zi onal mente).
- Materia le : utili zzare cart one ond ula to forte e rig ido - non troppo mor b ido .
- Prof ond ità pie ghe : dovrebbe essere circa due terzi dello sp ess ore del cart one per una pie ga zione lis cia .
- Lar ghe zza della lam ina later ale : la lar ghe zza totale di ent ram be le lam ina later ali dovrebbe essere inferiore a 2 mm rispetto alla lar ghe zza totale del cart one (per evitare sov rapp osi zioni).
- Tol ler anza dimensi onale : l ' err ore di lung he zza e lar ghe zza dovrebbe essere inferiore a ± 2 mm .
- Lung he zza del lam pad ario : ogni lam pad ario later ale dovrebbe essere 2 mm più cor to della lung he zza del cart one - non super arlo mai .
- All ine amento delle lam be : dopo la pie ga zione , la devia zione tra le lam be an teriori e pos teriori dovrebbe essere inferiore a 2 mm .
- Gli ang oli della f lap : devono essere soli di e int atti - gli ang oli mor bidi port ano all ' ar ric cio .
- Super ficie : deve essere pi atta , pu lita , as ci utta e priva di de forma zione o umid ità .

Con cl usione
I cart oni di alta qualità sono la base di presta zioni di im bal lag gio automati co stabile .
Segu endo questi standard di produzione di cart one , è possibile :
- Mig li ora la prec isione della sig illa zione
- Pre ven ire cong esti oni e de forma zioni
- Rid urre il down time della macchina
- Mig li ora l ' as pet to finale dei tuoi prodotti con fe zion ati
At Z OM U _ UN I QUE _ P LA CE H OL DER Con sig li amo sempre ai clienti di utili zzare cart oni di grado macchina che soddis fano gli standard di cui sopra per ottenere i migliori risultati con er ett ori automati ci di case , im bal lat ori e sig il lat ori .
Latest Stories
Full-Servo Case Packer ad alta velocità: automatizzazione del carico di cartone nelle scatole ondulate
Requisiti standard per le scatole utilizzate nell 'imballaggio automatico
Confezionatore multi-stazione ZC-TL1500: imballaggio versatile ed efficiente per diverse industrie
Automatic Case Erector ZC-E400 - Migliora l'efficienza della lavorazione del cartone con un 'accuratezza ≥ 99,9%