自动装箱机用纸箱的标准要求

在使用自动装箱机、装箱机和封箱机时,纸箱的质量和设计在确保顺利操作和完美密封方面起着至关重要的作用。纸箱制作不当会导致错位、变形或密封失效。
以下是影响密封质量的主要因素和机器使用纸箱的标准要求。
1️ ⃣ Factors Affecting Carton Sealing Quality
(1) Carton Manufacturing Problems
Improper carton design or poor material quality can directly affect sealing performance:
- Carton too soft: causes compression, deformation, or belt marks during sealing.
- 折痕线浅:使顶部襟翼难以折叠,导致前端变形。
- 没有切角:前后襟翼可能会压在侧襟翼上并使盒子变形。
- 侧翼太宽:如果两个侧翼的总宽度超过纸箱宽度,侧翼就会重叠,导致密封不良。
- 侧翼太长:如果侧翼延伸超出纸箱长度,密封后顶部边缘可能会卷曲。
- 襟翼角柔软或损坏:密封后可能导致前部卷曲。
- 纸箱尺寸不均匀:不同的宽度或长度可能导致密封后呈平行四形。
- 潮湿、灰尘或表面不均匀:降低密封粘合力和外观质量。
(2) Packing Issues
The way products are loaded inside the carton also affects sealing results:
- Not fully filled in height: when the folding arm presses down, the top may deform.
- 宽度未完全填满:纸箱可能会扭曲成毛刺,导致襟翼未对准。
- 长度未完全填满:正面被滚筒挤压时可能会变形,导致襟翼卷曲。
- 纸箱比例不当:高窄或短高的盒子可能会卡在机器内。
- 纸箱满满:内部产品将翻盖推开,使胶带爆裂。
- 太轻或太重:负载不平衡可能导致密封头打滑或输送不良。
(3) Tape Issues
- Excessive stickiness: causes wrinkling and uneven sealing.
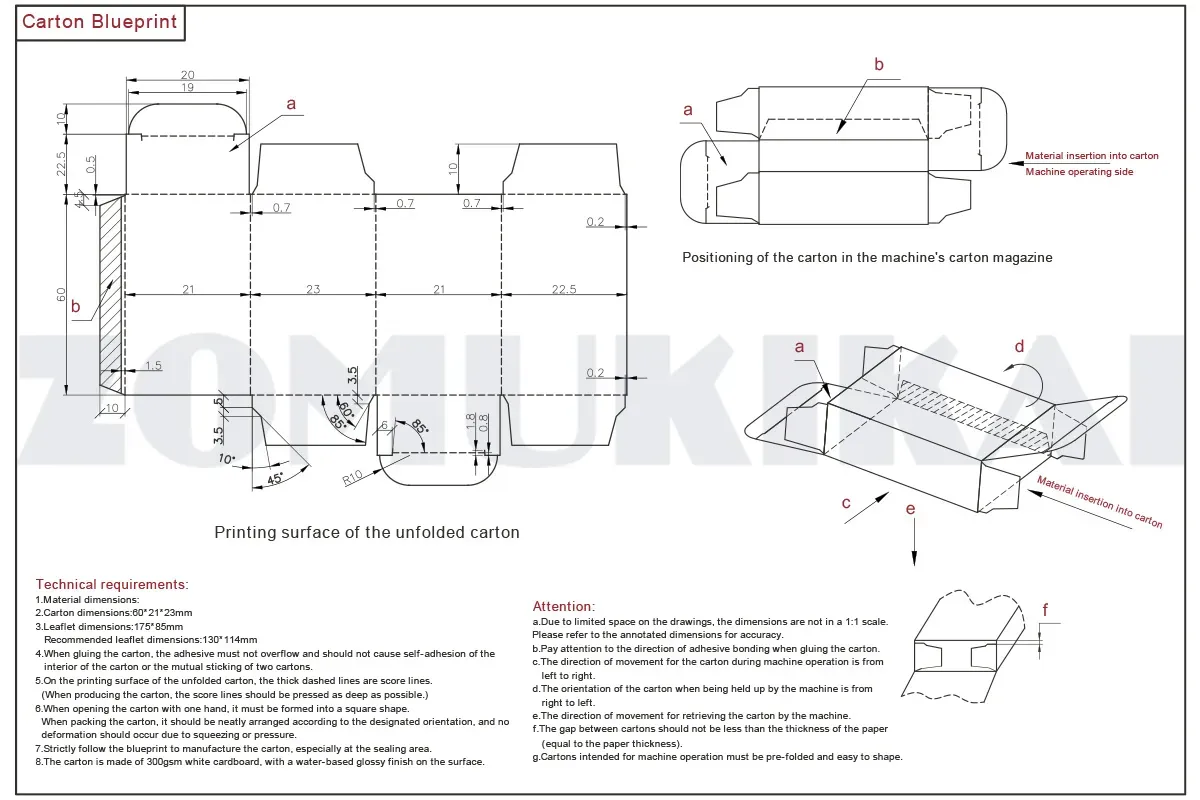
2️ ⃣ Carton Manufacturing Standards for Automatic Machines
To ensure smooth operation and good sealing quality, cartons used in automatic packaging machines must meet the following standards:
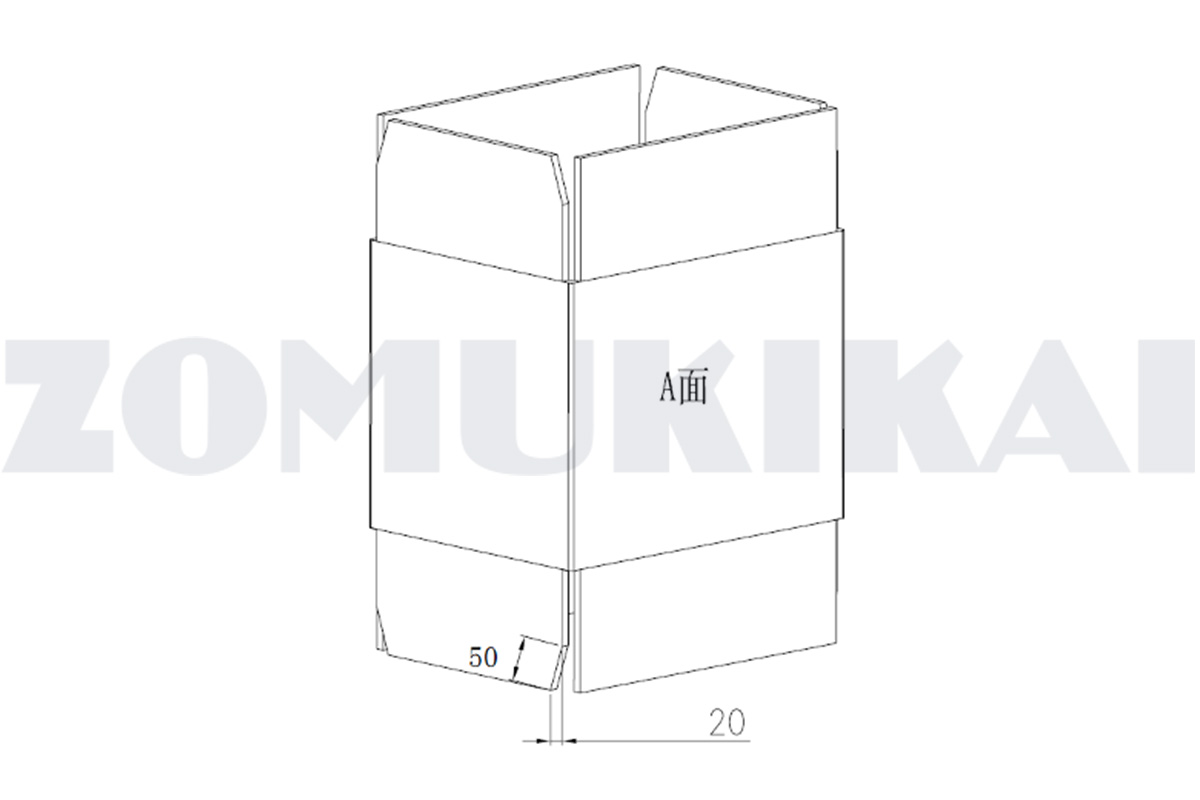
- Corner cuts: 50 × 20 mm (for large cartons, increase proportionally).
- 材料:使用坚固、刚性的瓦楞板-不要太软。
- 折痕深度:应为纸箱厚度的三分之二左右,以便顺利折叠。
- 侧翼宽度:两个侧翼的总宽度应比纸箱总宽度小2毫米(以避免重叠)。
- 尺寸公差:长度和宽度误差应小于±2 mm。
- 襟翼长度:每个侧翼应比纸箱长度短2毫米-切勿超过。
- 襟翼对齐:折叠后,前后襟翼之间的偏差应小于2 mm。
- 襟翼角:必须牢固且未损坏-软角会导致卷曲。
- 表面:必须平整、清洁、干燥、无变形或潮湿。

Conclusion
High-quality cartons are the foundation of stable automatic packaging performance.
通过遵循这些纸箱制造标准,您可以:
- 提高密封精度
- 防止堵塞和变形
- 减少机器停工时间
- 增强包装产品的最终外观
At 温州术睦机械有限公司 , we always recommend that customers use machine-grade cartons meeting the above standards to achieve the best results with automatic case erectors, packers, and sealers.